OEE is a too to measure the performance of individual equipment or an entire process.
OEE can be used to measure losses caused by poor quality, equipment problems, or non-optimal run rates. The calculation for OEE is:

The equation can be applied to a single machine or an entire process. It should be tracked over time to see the impact of benchmark against competition.
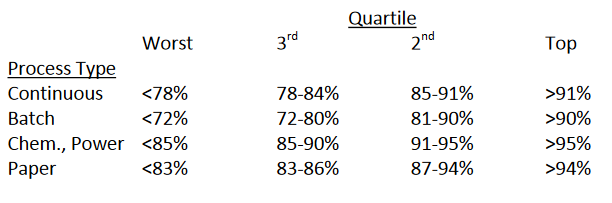
Typical items measured by OEE will be actual downtime vs. planned, slower production rates than standard, defect, and minor but important problems. The Emerson Company offers the following guidelines for OEE. Other references can be found on the web by searching on OEE.
The three elements of OEE are Availability, Productivity, and Quality.
Availability takes into account Down Time or stoppages; time the machine is not running as scheduled.
% Availability is defined as Actual Production time/Planned production time, or Operating Time/ planned production time, or the percentage the equipment is available for production. It can be affected by changes in process variables, preventative maintenance, and machine failure detection.
PlantStar defines availability as:
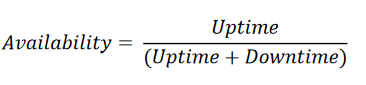
Idle time is not a part of this calculation. I.E. A machine is not available when idle for whatever reason. Idle time can be scheduled or non-scheduled.
Productivity or Performance takes into account Speed Loss.
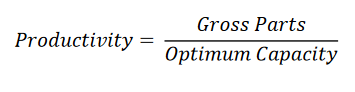
% Productivity is defined as Actual Production/Optimum Capacity or (Minutes/part)/(Total parts/Operating time), or Ideal cycle Time/(Operating time/Total parts), or (Total parts/Operating time)/Ideal run rate, or parts per time to produce. Material availability, operator training, equipment breakdowns and machine speeds affect it. If production was planned for a machine and it is down, the productivity clock is still running.
PlantStar defines productivity as (gross parts produced/up time) * (std cycle/std mult).
Expanding just a little:


Quality takes into account bad parts or wastage.
% Quality is defined as (Product produced - (rejects))/Product produced, or Good parts/total parts. It is affected by changes in Process variables, material quality, and equipment performance.
PlantStar defines Quality as:
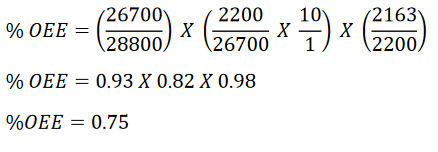
The total calculation can be expressed as:

For Example:
Shift Time = 8 hours (28800 seconds)
Down Time = 35 minutes (2100 seconds)
Standard Cycle = 10 seconds
Standard Multiplier = 1
Gross parts = 2200
Rejects = 37